



Configuration
Editor


Advanced
Software for uploading and downloading to CNC machines through the serial port. Our unique interface puts everything in one screen - the list of files, an edit window, send, receive, print. Can be configured for any number of machines.Renumber
The current program file in the editor can be renumbered from the File menu - Renumber. Lines will be renumbered according to the Start Number and Increment Number defined here. Putting 0 in the increment number will remove any blocknumber in the program when you click Renumber. Existing Only checked will only renumber blocknumbers already in the program and not add to lines that don't already have one. Add Spaces checked will add spaces between the addresses on each line. Include Comments checked will also add blocknumbers to comment lines.Output Method
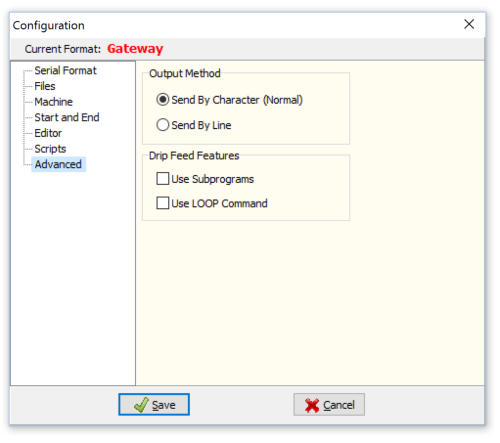
"Send by Character" sends one character at a time to the CNC control and checks for handshaking between each character. This is the safest method. "Send by Line" sends a whole line at a time to the CNC before checking for handshaking. This uses less CPU processor resources. Needed if you want to run other programs while sending a file. This could speed up the sending of programs to the CNC at higher baud rates. Older CNC controls may not be able to handle this. If there is a handshaking problem when drip feeding short fast lines, it may help to set this to Send by Line. Drip Feed Features Use Subprograms - can use Fanuc type subprogram calls when it sends a program to the machine. This can be used for drip-feeding files that have sub-programs. This will work for M98 and M198. If this is on, when is sending the program, and when it hits a line that has "M98P1111" in it, it will: 1. Run normally until it hits a line with "M98P1111". Where P1111 is whatever program number to call. 2. Looks in default read directory for file 1111[default file extension]. 3. If file not found, will look through the entire edit window and look for the start of that program. O1111 or :1111 4. Jump to the next line after that program number. 5. Continue sending the lines until it hits a line with "M99" in it. 6. Jumps back in the editor to the line after the original "M98" 7. Continues sending lines until the next "M98" or end of program. When having all the subprograms in the editor: • Maximum sub levels is 5. • The main program and all the subprograms have to be in the editor at once. • Put the main program at the top of the editor. • Put "M30" at the end of the main program. will stop sending when it hits "M30" or the end of the file. There is available a setting in DNC.ini that can be used for adding a prefix to the "1111" filename. So you could make the filename "O1111.nc" instead by using "SubFilePrefix=O" Use LOOP Command: A feature for use in drip feeding. See Drip Feeding






Configuration
Editor

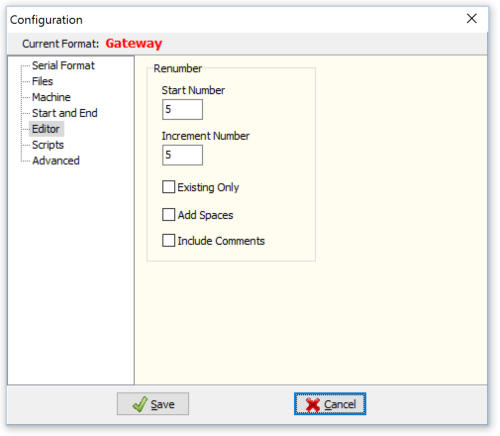
Renumber
The current program file in the editor can be renumbered from the File menu - Renumber. Lines will be renumbered according to the Start Number and Increment Number defined here. Putting 0 in the increment number will remove any blocknumber in the program when you click Renumber. Existing Only checked will only renumber blocknumbers already in the program and not add to lines that don't already have one. Add Spaces checked will add spaces between the addresses on each line. Include Comments checked will also add blocknumbers to comment lines.
Advanced
Software for uploading and downloading to CNC machines through the serial port. Our unique interface puts everything in one screen - the list of files, an edit window, send, receive, print. Can be configured for any number of machines.

